
Extrusión
Los Productos extruidos representan más del 50% del mercado europeo de productos de aluminio; de este porcentaje, el sector de la edificación utiliza la mayor parte. El aluminio extruido se usa en los sistemas de perfiles de ventanas y puertas en edificios residenciales y comerciales, en estructuras de viviendas y edificios prefabricados, en materiales para tejados y revestimientos exteriores, muros cortina, fachadas de locales comerciales, etc. Además, el aluminio extruido se usa también en el transporte de cargas, en fuselajes de aviones, vehículos de carretera y ferrocarriles, y para aplicaciones marinas.
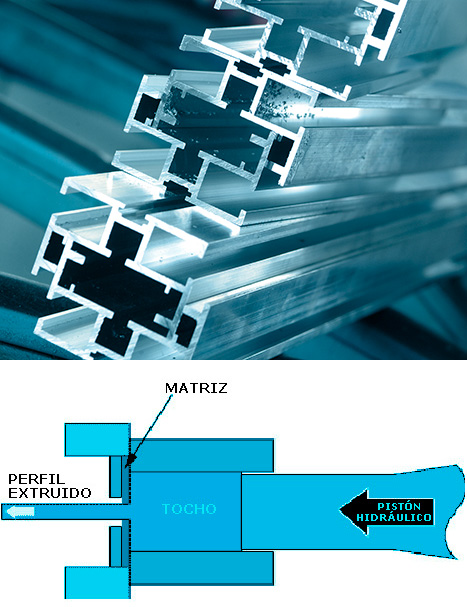
El término "extrusión" se suele aplicar tanto al proceso como al producto obtenido cuando un lingote cilíndrico caliente de aluminio (llamado tocho) pasa a través de una matriz con la forma adecuada (extrusión directa o hacia delante, ver Figura 1). El perfil resultante puede usarse en tramos largos, o se puede cortar para usarlo en estructuras, vehículos o componentes. La extrusión también se usa como materia prima para barras mecanizadas, productos de forja o de extrusión en frío. Aunque la mayor parte de las numerosas prensas de extrusión que existen en el mundo entran dentro de la sencilla descripción dada arriba, hay que tener en cuenta que algunas prensas pueden utilizar lingotes rectangulares para producir extrusiones con una sección ancha. Otras prensas están diseñadas para desplazar la matriz a lo largo del tocho; esta última operación se suele llamar extrusión "indirecta".
La versatilidad del proceso en cuanto al número de aleaciones y las formas posibles hace que sea uno de los elementos más valiosos a la hora de permitir al fabricante de perfiles de aluminio ofrecer a los clientes soluciones para sus necesidades de diseño.
El proceso de extrusión
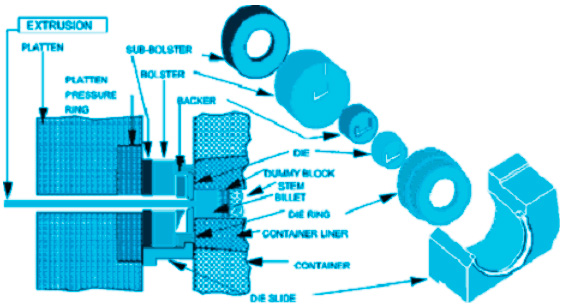
Las características fundamentales del proceso son las siguientes: Un lingote caliente, cortado de un tocho largo (o, para diámetros pequeños, de una barra extruida más grande), se aloja dentro de un contenedor caliente, normalmente entre 450 ºC y 500 ºC. A estas temperaturas, la tensión de flujo de las aleaciones de aluminio es muy baja, y aplicando presión por medio de un pistón hidráulico (ariete) el metal fluye a través de una matriz de acero situada en el otro extremo del contenedor. Este proceso da, como resultado, un perfil cuya sección transversal viene definida por la forma de la matriz (ver Figura 2).
Todas las aleaciones de aluminio pueden ser extruidas, pero algunas son menos adecuadas que otras, ya que exigen mayores presiones, permiten sólo velocidades bajas de extrusión y/o tienen acabado de superficie y complejidad de perfil menores de las deseadas. El término "extrusionabilidad" se utiliza para abarcar todos estos temas, con el aluminio puro en un lado de la escala, y las fuertes aleaciones de Aluminio-Zinc-Magnesio-Cobre en el otro. Las aleaciones de la serie 6000 (Aluminio-Magnesio-Silicio) ocupan la mayor parte del mercado de la extrusión.
Este grupo de aleaciones tiene una combinación atractiva de propiedades, importantes tanto desde el punte de vista de la producción como de su uso, y han sido objeto de una gran cantidad de proyectos de I+D en numerosos países. Como resultado se ha obtenido un conjunto de materiales, con una resistencia entre 150 Mpa y 350 Mpa, y todos con buena dureza y formabilidad. Se pueden extrusionar con facilidad y en general, su "extrusionabilidad" es buena, aunque aquellos que contienen niveles de magnesio y silicio en los límites inferiores de la escala, por ejemplo la 6060 y la 6063, se extruyen a velocidades muy altas, hasta 100 metros por minuto, con un buen acabado de superficie, aptitud para el anodizado y un complejidad máxima de sección transversal del perfil junto con un mínimo espesor de pared.

La potencia de empuje de las prensas varía desde unos pocos cientos de toneladas hasta 20.000 toneladas, aunque la mayoría están en el rango comprendido entre 1.000 y 3.000 toneladas. El diámetro de los tochos de extrusión va desde 50 mm. hasta 500 mm. con una longitud de entre 2 y 4 veces el diámetro. Aunque la mayoría de las prensas tienen contenedores cilíndricos, algunas los tienen rectangulares para la producción de perfiles con secciones anchas y de pequeño espesor.
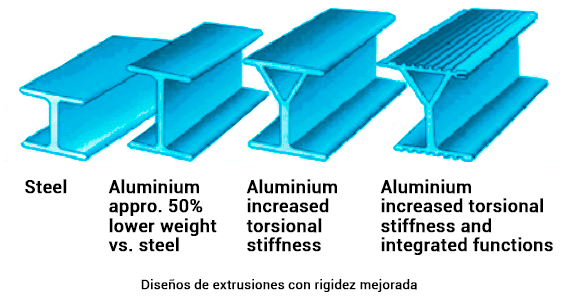
La facilidad con que las aleaciones de aluminio pueden ser extruidas en formas complejas convierte en legítima la afirmación de que permite al diseñador "poner el metal justo donde hace falta", un requisito importante cuando se habla de una material relativamente caro. Es más, esta flexibilidad en el diseño hace que sea fácil, en muchos casos, superar el hecho que el aluminio y sus aleaciones sólo tienen un tercio del módulo elástico del acero (ver Figura 3). Dado que la rigidez depende no sólo del módulo elástico sino también de la geometría del perfil, es posible, aumentando 1,5 veces el grosor de una viga de aluminio respecto a la de acero que pretende reemplazar, obtener la misma rigidez del acero con la mitad de peso. Además, con un poco de coste extra en la fase de mecanizado, se pueden añadir características a la forma del perfil que aumentan la rigidez de torsión y añaden surcos para, por ejemplo, eliminar fluidos, meter cableado, muescas antideslizantes, etc. Estas características en una viga de acero significarían costes extras debido a la necesidad de soldadura y conformación, lo que reduce en parte la diferencia inicial entre los costes del acero y del aluminio.
¿Qué es el anodizado?
El anodizado es un proceso de oxidación basado en la electrólisis que se desarrolla en el material de aluminio.
La capa anódica se desarrolla por un proceso electrolítico mediante la inmersión del aluminio en un baño (electrolito) de una disolución acuosa de ácido sulfúrico de entre 180 y 200 g/l, haciendo pasar una corriente eléctrica continua de entre 1,2 y 3,0 amperios por decímetro cuadrado, entre las piezas de aluminio a anodizar (que actúan de ánodo) y el cátodo. También pueden utilizarse electrolitos a base de ácido sulfúrico y ácido oxálico. La capa producida forma parte integrante del aluminio, no siendo una capa aplicada. Esta capa endurece la superficie, la hace más resistente a la abrasión y mejora la resistencia del metal a la corrosión; la capa anódica aísla más la superficie del aluminio y le provee de un aspecto decorativo mediante una amplia gama de colores.
El proceso de anodizado ofrece un variado rango de aplicaciones. El anodizado ha sido usado en la edificación durante más de 60 años. El anodizado ofrece el acabado para la arquitectura más duro y seguro disponible actualmente. El aluminio anodizado es fácil de limpiar y requiere poco mantenimiento.
La Asociación Qualanod ha establecido un conjunto de especificaciones técnicas y una Marca de Calidad en orden a ofrecer a los consumidores una garantía para anodizado de gran calidad.

El lacado de aluminio
El lacado de aluminio
- Preparación de la superficie de los elementos lacar
- Pretratamiento químico
- Recubrimiento con pintura el polvo o líquida

Preparación de la superficie de los elementos a lacar
Tiene por objeto limpiar la superficie de cualquier tipo de contaminación, tales como polvo, grasas lubricantes etc. y quitar una capa superficial del perfil para eliminar la presencia de óxidos en la superficie del mismo.
En Qualicoat este ataque puede ser de dos tipos:
- Calificación standard: en el que la tasa de ataque es de 1 g/m2
- Calificación mejorada o SEASIDE: en el que la tasa mínima de ataque es de 2 g/m2

Pretratamiento químico
Su función es preparar la superficie, mediante la formación de una capa de conversión química, para conseguir una perfecta adherencia posterior del recubrimiento de la pintura y mejorar el comportamiento del elemento frente a la corrosión.
Las capas de conversión del pretratamiento pueden ser de dos tipos:
- Exentas de cromo hexavalente. Las características y el peso de capa de conversión dependen del tipo de proceso utilizado, ya que pueden ser basadas en Ti o Zr o mezclas Ti/Zr, o Cr(III) y/o polímeros orgánicos. Estas capas de conversión son más ecológicas, con menor impacto ambiental, que las capas tradicionales de cromatizado o fosfocromatizado.
- Capas de cromo hexavalente. Son las capas tradicionales de cromatizado amarillo o fosfocromatizado verde que están basadas en cromo hexavalente. Su uso está restringido por la normativa europea REACH para el uso del cromo hexavalente.

Recubrimiento con pintura
La pintura puede ser:
- Pintura en polvo: con un espesor mínimo de 60 µm, esta pintura se deposita electrostáticamente en la superficie del perfil y después se endurece mediante la polimerización en hornos a temperatura que, dependiendo de la pintura a aplicar, son de alrededor de 200ºC. Estas pinturas también incorporan la particularidad de ser ecológicas porque no contienen disolventes y no incorporan ningún elemento contaminante.
- Pintura líquida: su utilización está menos extendida en nuestro país.
También se puede lacar obteniendo varios acabados, siendo el principal el de efecto madera, para el que se debe realizar un pretratamiento y después, o bien, aplicar dos capas de pintura en polvo (polvo sobre polvo), o bien, aplicar una capa de pintura en polvo y adherir un papel film posteriormente (sublimación).
Las marcas que avalan la calidad del lacado son QUALICOAT y QUALIDECO.
Trefilado
El trefilado es un proceso de conformación en frio que reduce la sección transversal de una varilla o alambre al hacerla pasar a través de un orificio cónico o hilera. Este proceso se usa para obtener alambres con diámetros específicos, y puede aplicarse a diferentes tipos de metales y aleaciones dúctiles, incluyendo el aluminio. Entre sus ventajas se encuentran la obtención de alambres con gran calidad superficial, precisión dimensional, y mejora de las propiedades mecánicas.
El trefilado de aluminio se realiza típicamente en máquinas trefiladoras, las cuales controlan la velocidad de paso del alambre a través de las hileras para garantizar la reducción de sección deseada. El proceso de trefilado puede requerir múltiples pasadas para lograr reducciones de sección más grandes.
El aluminio, debido a su ductilidad, es un material adecuado para el trefilado, y los productos resultantes, como alambres y varillas, tienen diversas aplicaciones en la industria como cables eléctricos, piezas mecánicas, industria alimentaria, deformación del hilo, acerías, soldadura, etc.
Una trefiladora se compone principalmente de:
- Una matriz colocada en un troquel, la cual variará la sección del aluminio a su paso por ella, debido a su forma, con una sección de entrada menor que la de salida.
- Un sistema de aplicación de lubricante al cable antes de que entre el troquel (para facilitar el paso del material y reducir el calentamiento).
- Una mordaza para sujetar el cable al sistema de tracción.
- Un sistema de tracción y bobinado.
Otros dos elementos importantes son el sistema de soldadura que une el comienzo de un cable al final del anterior, consiguiendo así un proceso de trefilado continuo.






